
Đầu tuýp, đầu socket, đầu khẩu hay một vài người còn gọi là đầu típ. Cơ bản nó hỗn tạp và tùy theo thói quen hay vùng miền khác nhau mà cục này được xướng tên lên khác nhau. Tất cả các tên gọi đều vay mượn của nước ngoài, duy chỉ có tên gọi đầu típ là Việt hóa từ ngữ âm của tên tiếng Tây. “Đầu khẩu” là từ Hán Việt, khẩu là cái miệng, chắc do nó cạp vào con tán (con ốc hoặc đầu bulong) nên gọi như vậy.
Đầu tuýp, đầu socket, đầu khẩu: Lịch sử
Dù là gọi như thế nào thì nó cũng nhắm đến tính hữu dụng và dễ nhớ. Cá nhân người viết bài này thì thích gọi cục này là socket hơn cả. Xuất phát từ phương Tây, socket được phát minh bởi người Mỹ từ những năm 1863, J.J. Richardson. Không chỉ socket mà Socket Wrenches hay Ratchet Socket Wrenches được ông J.J. Richardson phát minh và giữ quyền sáng chế Pat. No. 38,914. Sau đó được phát triển bởi người Đức và người Anh và bùng nổ trong ngành công nghiệp ô tô.
Đầu socket nguyên thủy có lỗ dạng hình vuông, nhằm dễ thao tác, dễ gắn vào đầu cần tự động (Reversible Ratchet). Trải qua hàng chục phát minh, cải tiến sau đó, đầu tuýp được cải biến và phân chia thành 2 đầu khác biệt. Sự khác biệt của hai đầu mang lại phạm vi áp dụng lớn hơn cho socket.
Đầu tuýp socket được chia thành 2 loại cơ bản, dựa trên mục đích sử dụng đó là Impact Socket và Hand Socket. Chúng khác nhau cơ bản ở lực xiết hay momen xoắn.
Loại Impact socket dùng cho các máy vặn ốc, tức là nó có khả năng chịu lực xiết lớn. Impact Socket luôn có màu đen, do được làm bời hợp kim Molypdenum, socket có độ dẻo hơn. Chịu xoắn tốt hơn và thường rất dày.
Hand Socket là loại dùng bằng tay, lực xiết nhỏ, thường có màu trắng, vật liệu bằng Chrome Vanadium và mạ Chrome. Lớp mạ Chrome ngoài cùng thường cứng, chịu lực mài mòn cao. Chỉ phù hợp với việc vặn bằng tay (chạy bằng cơm, nguyên thủy chạy bằng bánh mì). Với loại đầu tuýp này nếu dùng với máy xiết ốc thì hỏng bét ngay, vì máy vặn có tốc độ cao, momen xoắn lớn sẽ làm lớp mạ bên ngoài và vật liệu bên trong choảng nhau. Đầu tiên là nó bong lớp mạ, sau đó là vỡ socket. Đây là điểm sai lầm thường gặp nhất ngoài thị trường. Nguyên nhân là không biết đặc tính kỹ thuật và vì nó RẺ hơn loại Impact Socket.
Trải qua cả trăm năm phát triển và ứng dụng thực tiễn trong sản xuất cũng như cuộc sống, ngày nay biến thể của đầu tuýp có đến hàng chục kiểu khác nhau. Mỗi kiểu phục vụ một mục đích đặc biệt nào đó. Trong khuôn khổ bài viết này, ta quan tấm đến những loại thông dụng nhất. Vậy đầu tuýp được sản xuất như thế nào? Sao giữa hãng này và hãng kia khác nhau về giá thành lớn đến vậy? Dưới đây là một vài giải đáp.

Socket qua 7 công đoạn xử lý trước khi thành phẩm.

Công đoạn số 1: Phôi thép, đây là bước đầu tiên nhưng có lẽ nó quyết định đến 70% giá thành và chất lượng của đầu tuýp. Công nghệ vật liệu, đó là cốt lõi của mọi vấn đề. Không phải cứ thành phần kim loại giống nhau thì cho ra chất lượng phôi giống nhau hay cho ra cục sắt có chất lượng giống nhau. ELORA Germany thừa hưởng công nghệ vật liệu của Đức, số 1 thế giới về luyện kim. Vì thế chất thép đã tạo cho sản phẩm cuối cùng một đẳng cấp khác với phần còn lại. Bản quyền vật liệu Chrome Vanadium 31 CrV3/12208. Nguyên liệu thô đầu vào của tất cả các đầu socket do ELORA sản xuất đều đạt chuẩn và được kiểm tra nghiêm ngặt.
Sự bảo vệ nghiêm ngặt với vật liệu thô này rất đặc biệt, vì việc cắt thừa hay phế phẩm đều được kiểm soát nghiêm ngặt.

Công đoạn số 2: Dập nóng, phôi thép sau khi được cắt nhìn nó như cục đen thùi lùi ở trên. Phôi được nung nóng ở nhiệt độ cao (không biết cao bao nhiêu độ), sau đó đưa vào máy dập thủy lực. Đây là công đoạn ấn tượng nhất đối với tôi khi đi thăm nhà máy ELORA Germany. Khi vào phân xưởng này, bạn phải nhét vào 2 tai cục giảm âm để giữ cho màng nhĩ còn ngon lành khi tham quan xong. Máy dập vang lên những âm thanh chát chúa và khi nói chuyện với nhau dù bình thường nhưng như thể muốn cắn nhau luôn.
Công đoạn này thường có 3 bước và sau đó bạn có 1 đầu tuýp dạng thô, đó là việc dập cho ra hình dạng ngoài như bạn thấy ở hình này. Dập đầu vuông của socket và 6 hoặc 12 cạnh cho đầu còn lại. Đây là những hình hài đầu tiên của đầu tuýp.

Công đoạn số 3: Tiện và cán tạo khía cho đầu khẩu. Đầu tuýp tòi ra ở công đoạn 2 được để nguội về nhiệt độ môi trường, sau đó đến công đoạn gia công nguội. Socket thô được tiện cho đúng kích thước thiết kế, đảm bảo độ tròn, cắt khía để bạn có thể xoay nó bằng tay, gọt giũa cho nó xinh đẹp, góc cạnh.
Socket ở công đoạn này có vẻ êm ả hơn công đoạn ồn ào phía trên. Đi thăm đến phân xưởng này của ELORA Germany tôi mới cảm nhận được triết lý của chữ “Rèn”. Để cho ra một sản phẩm tốt, sản phẩm phải trải qua nhưng công đoạn ầm ĩ phía trước, nhào nặn và gọt rũa. Nhưng mới thế thôi thì đã ăn thua gì đâu, còn nhiều công đoạn nữa, và bạn vẫn phải bước tiếp về phía trước.

Công đoạn số 4: Đóng thương hiệu và kích thước cho đầu tuýp. Công đoạn sản xuất này có phần êm ả hơn cả công đoạn số 3 và điểm đặc biệt là nó được làm hoàn toàn thủ công. Nghe có vẻ điên rồ khi mà nước Đức hiện đại là thế mà vẫn còn làm thủ công? Nhưng người Đức rất coi trọng công đoạn thủ công (handmade), nó thể hiện sự tỉ mỉ và chau chuốt từng li từng tí một. Những gì đóng chìm trên đầu tuýp đều được tỉ mỉ từng chi tiết và one by one.
Kết thúc công đoạn này bạn có thể đem socket đi sử dụng được rồi? Về mặt cơ bản, nó đã xong và được gọi là đầu tuýp rồi. Nhưng điểm khác biệt của đầu tuýp ELORA Germany chính là nó chưa dùng được. Công đoạn kế tiếp vẫn phải được tiến hành.

Công đoạn số 5: Nhiệt luyện ở áp suất & nhiệt độ cao. Sau khi trải qua công đoạn dập nóng số 2 và các công đoạn gia công nguội sau đó, đầu tuýp được đưa vào nhiệt luyện lần thứ 2. Công đoạn này tái cấu trúc lại mạng tinh thể kim loại theo hình hài đã định hình. Đảm bảo rằng đầu tuýp chịu được lực xoắn lớn, có được sự dẻo dai.
Nhiều hãng sản xuất khác sẽ không có công đoạn này hoặc nó được bỏ qua một cách có chủ đích. Vì sao vậy? Vì công đoạn này sẽ làm tăng giá thành sản phẩm, do tiêu tốn thêm năng lượng, thời gian sản xuất và một vài yếu tố khác. Đây cũng là điểm mang đến cho đầu tuýp ELORA Germany có tuổi thọ cao hơn, độ ổn đính tốt hơn.
Đầu tuýp khi chui ra khỏi công đoạn này nhìn nó đen đủi và xấu xí như trên. Giống như bạn mới đi tắm bùn xong vậy, những dưỡng chất được thẩm thấu vào trong giúp bạn khỏe mạnh dẻo dai (biết bùn có tốt không?). Nhưng nhìn thì nó ghớm ọe vậy đó, vì thế cần đưa đầu socket đi làm đẹp, nó dẫn bạn tới công đoạn tiếp theo.

Công đoạn số 6: Thổi cát và mài thô trước khi đem đi mạ. Socket được đem tới công đoạn thổi cát để làm bay đi những thứ bám lên không mong muốn. Đầu khẩu được mài bóng đơn sơ cho công đoạn mạ tiếp theo.
Xong công đoạn này thì nhìn em nó cũng xinh đẹp rồi. Nhưng sau bao vật vã thế, tắm rửa sạch sẽ thế mà cho em nó bước xuống núi ngay thì không ổn. Cần trải qua một công đoạn cuối nữa đảm bảo rằng cái đẹp bên trong kia cũng cần được bọc bởi sự mỹ miều bên ngoài. Và vì thế, đầu tuýp được lôi đi mạ Niken.

Công đoạn 7: Chống mài mòn, hoàn thiện sản phẩm. Đầu tuýp được mạ phủ Niken, mạ tĩnh điện Chrome để đảm bảo rằng socket có bề mặt chống mài mòn, chống hoen gỉ trong thời gian vận hành. Lớp mạ cũng mang lại cho đầu socket tính thẩm mỹ và nhìn nó long lanh hơn. Cảm giác cầm trên tay socket ở công đoạn này cũng đã cái tay hơn.
Các nhân tôi thì thấy rằng, cho dù trải qua 7 công đoạn trên thì nhìn sản phẩm sau cuối vẫn không long lanh cành đào như hầu hết sản phẩm có trên thị trường. Nếu phải chọn 2 sản phẩm để cạnh nhau chỉ bằng cảm quan, có lẽ sản phẩm trên thị trường tự do dễ được chọn hơn. Giống như khi chọn bạn trên sân khấu, ở đó mọi thứ nó long lanh hào nhoáng, dễ làm bạn chọn sai vì vẻ bề ngoài. Vậy đâu là sự khác biệt? Đâu là vấn đề cốt lõi tạo nên giá trị?
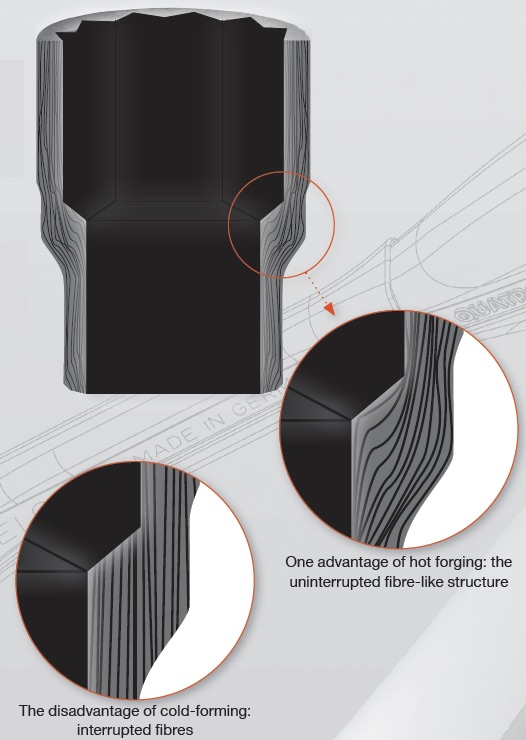
Điểm khác biệt tạo nên giá trị của Socket Elora Germany chính là công đoạn số 2 và công đoạn số 5. Hai công đoạn này đặc biệt quan trọng mang tính cốt lõi của vật liệu và nó liên quan trực tiếp đến giá thành sản phẩm.
Nhiệt luyện và dập nóng khác hoàn toàn với dập nguội để cho ra sản phẩm. Vật liệu có cấu trúc khác nhau hoàn toàn sau khi thành phẩm. Dập nguội không đem đến cho socket khả năng chịu lực tốt, do cấu trúc mạng tinh thể kim loại trượt trên nhau. Dập nóng và tái nhiệt luyện giúp xắp xếp lại cấu trúc mạng tinh thể kim loại theo định hình. Cái giá phải trả đó là bạn tiêu tốn năng lượng hơn, giá thành sẽ cao hơn nhưng nó tạo ra sự khác biệt hoàn toàn về chất. Socket gia công rèn nóng sẽ bền hơn, chịu được lực momen xoắn lớn hơn và Thép đã tôi thì nó thế đấy.

























